






























- 0,6 mm Hardened Steel / Vollständiges Hotend
- 0,8 mm Hardened Steel / Vollständiges Hotend

- 0.4mm Hardened Steel / Complete Hotend
- 0.6mm Hardened Steel / Complete Hotend
- 0.8mm Hardened Steel / Complete Hotend

- X1-Serie und P1P
Order Info
- Order will be shipped out from DE warehouse in 1-3 business days once being processed.
- Free Shipping over €55 (most EU countries)
- Free Shipping over €119 (Norway, Cyprus, Malta, Switzerland)
- Shipping rates vary by locations. See our Shipping Policy for details.






Bambu PA6-GF – Glasfaserverstärktes Nylon
Bambu PA6-GF, auch bekannt als Nylon 6 mit Glasfaser, steht an der Spitze der technischen Hochleistungskunststoffe. Entwickelt für außergewöhnliche Festigkeit, Haltbarkeit und Dimensionsstabilität. Das PA6-GF ist im Vergleich zu anderen technischen Filamenten der Spitzenklasse auch kostengünstiger.


Auf Langlebigkeit ausgelegt
Bambu PA6-GF ist aufgrund der verstärkten Glasfasern außergewöhnlich stark und langlebig und daher die perfekte Wahl für Drucke, die starker Beanspruchung standhalten und Biegen oder Brechen standhalten müssen.
* Hinweis: Das gedruckte Teil erreicht eine bessere Zähigkeit, wenn es Feuchtigkeit ausgesetzt wird.


Dimensionsstabilität
PA6-GF verfügt dank seiner Glasfaserverstärkung über eine beispiellose Dimensionsstabilität und minimiert den Verzug im Vergleich zu Standard-PA-Filamenten. Drucken Sie mit präzisen Abmessungen, selbst in den kompliziertesten Geometrien.
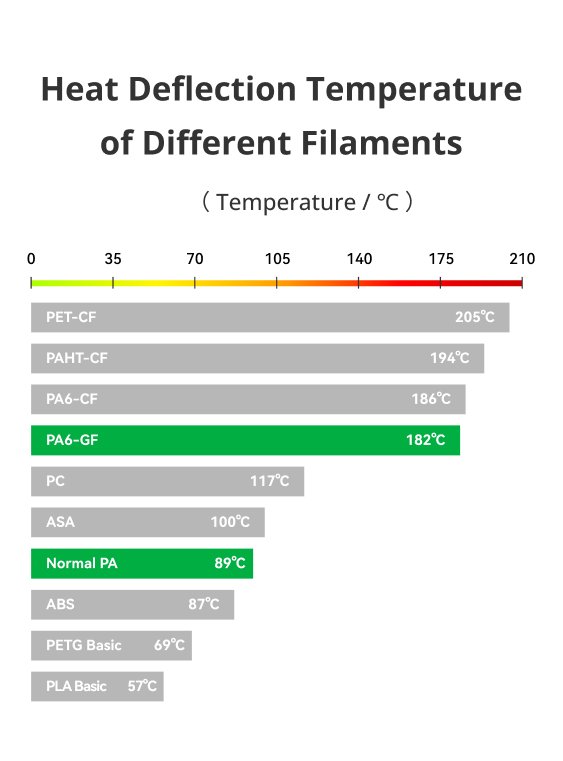
Außergewöhnliche thermische Eigenschaften
PA6-GF zeichnet sich durch eine hohe Wärmeformbeständigkeit und hervorragende Dimensionsstabilität aus, sodass es seine mechanischen Eigenschaften auch bei erhöhten Temperaturen behält. Dadurch ist es ideal für anspruchsvolle Industrie- und Automobilanwendungen.


| Filamenttyp | PLA Basic | ABS | Normale PA | PC | PA6-GF | PA6-CF | PAHT-CF | PET-CF |
| Wärmeformbeständigkeitstemperatur / ℃ (0,45 MPa) | 57 ℃ | 87 ℃ | 89 ℃ | 117 ℃ | 182 ℃ | 186 ℃ | 194 ℃ | 205 ℃ |

Chemische Beständigkeit
PA6-GF bietet eine hervorragende Beständigkeit gegen Chemikalien, Öle und viele Arten von Lösungsmitteln und gewährleistet so eine langfristige Leistung in anspruchsvollen Umgebungen.


Glatte Oberfläche und mehr Farben
Bambu PA6-GF-Filamente sind mit dem Bambu AMS-System kompatibel und können mehrfarbig gedruckt werden. Die spezielle Oberflächenstruktur verwischt zudem die Schichtlinien und sorgt so für eine glatte Oberflächenqualität.


PA6-GF Hex-Codetabelle
| Farbe | Hex-Code | Anzeige |
| Weiß | #EAEAE4 | |
| Gelb | #FFCE00 | |
| Kalk | #C5ED48 | |
| Blau | #75AED8 | |
| Orange | #FF4800 | |
| Braun | #5B492F | |
| Grau | #353533 | |
| Schwarz | #000000 |
RFID für intelligentes Drucken
Alle Druckparameter sind in RFID eingebettet, die über unser AMS (Automatic Material System) ausgelesen werden können.
Laden und drucken! Keine mühsamen Einstellungsschritte mehr.

Parametervergleich
Weitere Informationen zum Vergleich verschiedener Filamente finden Sie im Bambu Filament Guide >>
| PA6-GF | PA6-CF | PAHT-CF | |
| Zusammensetzung | PA6, Glasfaser | PA6, Kohlefaser | PA12 und anderes langkettiges PA, Kohlefaser |
| AMS-Kompatibilität | JA | NEIN | JA |
| Vor Gebrauch trocknen | Erforderlich | Erforderlich | Erforderlich |
| Druckgeschwindigkeit | < 130 mm/s | < 100 mm/s | < 100 mm/s |
| Druckertyp | Gehäuse | Gehäuse | Gehäuse |
| Zähigkeit (Schlagzähigkeit – XY, trockener Zustand) | 27,2 kJ/m² | 40,3 kJ/m² | 57,5 kJ/m² |
| Zähigkeit (Schlagzähigkeit – XY, nasser Zustand) | 55,8 kJ/m² | 57,2 kJ/m² | 62.3 kJ/m² |
| Festigkeit (Biegefestigkeit – XY, trockener Zustand) | 120 MPa | 151 MPa | 125 MPa |
| Festigkeit (Biegefestigkeit – XY, nasser Zustand) | 71 MPa | 95 MPa | 115 MPa |
| Schichtfestigkeit (Biegefestigkeit – Z, trockener Zustand) | 51 MPa | 80 MPa | 61 MPa |
| Schichtfestigkeit (Biegefestigkeit – Z, nasser Zustand) | 33 MPa | 45 MPa | 49 MPa |
| Steifigkeit (Biegemodul – XY, trockener Zustand) | 3670 MPa | 5460 MPa | 4230 MPa |
| Steifheit (Biegemodul – XY, nasser Zustand) | 2120 MPa | 3560 MPa | 3640 MPa |
| Schichthaftung (Schlagzähigkeit – Z, trockener Zustand) | 4,1 kJ/m² | 15,5 kJ/m² | 13,3 kJ/m² |
| Hitzebeständigkeit (HDT, 0,45 MPa, trockener Zustand) | 182 ℃ | 186 ℃ | 194 ℃ |
| Gesättigte Wasserabsorptionsrate/% (25 °C, 55 % relative Luftfeuchtigkeit) | 2,56 | 2,35 | 0,88 |
Zubehörkompatibilität
| Empfohlen | Nicht empfohlen | |
| Bauplatte | Technische Platte, Hochtemperaturplatte oder strukturierte PEI-Platte | Kühlplatte |
| Hotend | Gehärteter Stahl 0,4 mm / 0,6 mm (empfohlen) / 0,8 mm | Hotend mit Edelstahldüse (alle Größen) Hotend mit gehärteter Stahldüse (0,2 mm) |
| Kleber | Bambu-Klebestift | Bambu-Flüssigkleber |
| AMS und AMS lite | AMS und AMS lite | / |
| Empfohlene Druckeinstellungen | |
| Trocknungseinstellungen vor dem Drucken | 80 °C, 8 - 12 h |
| Drucken und Halten der Luftfeuchtigkeit des Containers | < 20 % relative Luftfeuchtigkeit (versiegelt, mit Trockenmittel) |
| Düsentemperatur | 260 - 290 °C |
| Betttemperatur (mit Kleber) | 80 - 100 °C |
| Druckgeschwindigkeit | < 130 mm/s |
| Physikalische Eigenschaften | |
| Dichte | 1,09 g/cm³ |
| Vicat-Erweichungstemperatur | 212 °C |
| Wärmeformbeständigkeitstemperatur | 186 °C |
| Schmelztemperatur | 223 °C |
| Schmelzindex | 6,8 ± 0,6 g/10 min |
| Mechanische Eigenschaften | |
| Zugfestigkeit | 102 ± 7 MPa |
| Bruchdehnungsrate | 5,8 ± 1.6 % |
| Biegemodul | 5460 ± 280 MPa |
| Biegefestigkeit | 151 ± 8 MPa |
| Schlagfestigkeit | 40,3 ± 2,5 kJ/m² |

Drucktipps
• Bambu PA6-GF muss vor dem Drucken ordnungsgemäß getrocknet werden: Die empfohlene Trocknungstemperatur beträgt 80 °C für 8 bis 12 Stunden in einem Lufttrockenofen oder 90 bis 100 °C für 10 bis 12 Stunden auf einem Heizbett. (100 °C nicht überschreiten, da sich die Spule sonst verformen oder sogar schmelzen kann). Weitere Einzelheiten finden Sie unter: Drucktipps für technische Materialien auf WIKI.
• Um zu verhindern, dass das Filament Feuchtigkeit aufnimmt, wird empfohlen, während des Druckens einen luftdichten Aufbewahrungsbehälter mit Trockenmittel zu verwenden. Weitere Einzelheiten finden Sie unter: Drucktipps für technische Materialien auf WIKI.
• Um Verformungen zu minimieren, vermeiden Sie den Druck großformatiger Modelle mit hoher Fülldichte. Verwenden Sie beiliegende Drucker und stellen Sie vor dem Drucken sicher, dass die Bauplatte ordnungsgemäß mit Klebstoff versehen ist, um eine bessere Haftung des Drucks zu gewährleisten.
• Weitere Informationen zu besseren Druckergebnissen finden Sie unter: Drucktipps für technische Materialien auf WIKI.
Tipps zur Nachbearbeitung
• Wir empfehlen, die Stützstrukturen innerhalb von 2 Stunden nach dem Drucken zu entfernen, um ein Verkleben nach Feuchtigkeitsaufnahme zu verhindern. Wenn es zum Anhaften kommt, trocknen Sie das Modell, um das Entfernen zu erleichtern.
• Wenn Sie das gedruckte Teil 5 bis 12 Stunden lang in einen Konvektionsofen mit einer Temperatur zwischen 80 und 130 Grad Celsius legen, kann dies die Festigkeit und Steifigkeit des Drucks weiter verbessern. Hinweis: Die Wirksamkeit dieses Prozesses hängt von der Struktur, Größe und den Bedingungen des gedruckten Modells ab. Einige Modelle können sich nach dem Glühen verziehen oder verformen. Weitere Einzelheiten finden Sie unter: Work after Printing Finished auf WIKI.
Was ist in der Box enthalten?

Filament mit Spule*1 und Trockenmittel*1

Filamentetikett*1

Paket*1